产品中心



联系我们
全国咨询热线:
188-3289-5556
188-3289-5556
负责人:王经理
电话:0318-7668809
QQ:
地址:河北省衡水市安平县工业园
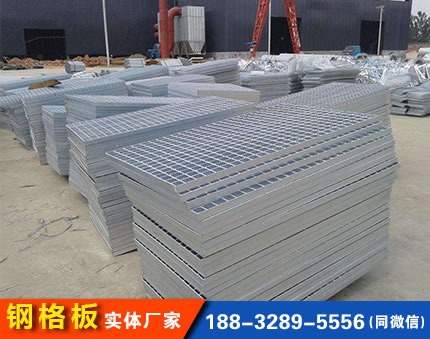
林芝不锈钢格栅板


产品介绍:
一:不锈钢格栅板分类
平面型、齿型和I型,有 200 多个规格品种(根据不同的使用环境,可对其表面进行不同的防护处理)。 不锈钢格栅板的材质为优秀不锈钢一般选用304,316,316L等.
二:不锈钢格栅板制作方式
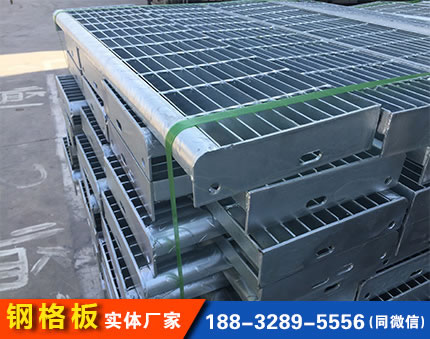
有机器压焊和手工制作两种:机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板,手工制做格栅板是先在扁钢上冲孔,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,但是能每个接触点都进行焊接,达到扁钢和麻花钢的等同溶化连接,因此焊接会更牢固,强度会有所提升,但外观不如压焊的美观!
三:不锈钢格栅板优点
重量轻、强度高、承载能力大、省材经济、通风透光、现代气派、外形美观、防滑安全、易于清扫、安装简便、经久耐用。
四:不锈钢格栅板用途
电厂、化工厂、炼油厂、钢铁厂、机械制造厂、造船厂、造纸厂、水泥厂、医药、食品加工厂及桥梁工程、市政工程项目等。在国内外的各类工厂和工程项目中得以广泛应用。
