产品中心
联系我们
全国咨询热线:
188-3289-5556
188-3289-5556
负责人:王经理
电话:0318-7668809
QQ:
地址:河北省衡水市安平县工业园
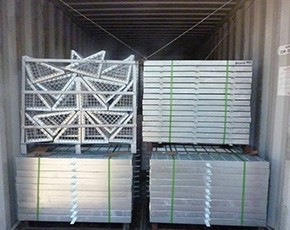
林芝为什么异形的钢格板大多需要在工厂完成
钢格栅板并非都是完整的矩形块,为了满足平台等的完整性和美观性,在有管道、柱子通过的地方,必须要求格栅板做出让步,为了满足平台等的铺满且不留下任何死角和空隙而影响整体的美观。
切割异形钢格板一边有2种情况:
1.现场切割:根据现在安装的需要,对现有的矩形格栅板进行割孔、切角处理。这种现场切割的优点是快速、误差小、安装更美观;但缺点是,切割造成的锌层损坏和切割后无法对切口进行包边处理,切口处容易腐蚀从而影响使用寿命。
2.工厂切割:是钢格板在出厂前就做好切口、进行包边、镀锌等。这种工厂切割就要有精确的图纸,且后续工作绝对不允许有任何的变动。优点是,异形格栅板出厂时就是成品,不存在切口“没包边没镀锌”等情况,且不会容易被侵蚀而影响使用寿命。
所以说异形的钢格栅板大多都是在工厂完成的,既美观又使用寿命长;更换的次数少,进一步也就给用户降低了成本,何乐而不为!
- 上一篇:林芝热镀锌钢格栅板和冷镀锌钢格栅板的区别
- 下一篇:林芝镀锌钢格栅板的使用年限
热门标签:
异型钢格板